Publish date
Jan 22, 2024

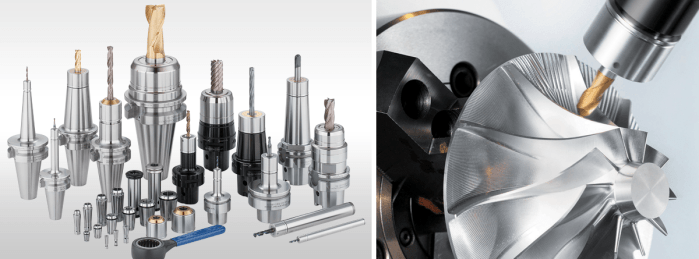
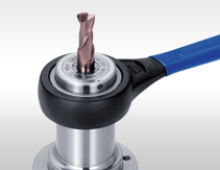
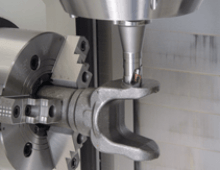
When high accuracy, long tool life or high-speed capabilities are important, collet chucks are often the holder of choice. Its collar-like gripping, usually manufactured from an elastic material such as spring steel, is tightened by way of a collet nut. This allows for more points of contact for the tool when compared to other chucks.
They also are versatile because the number of segmentations on a collet can vary. More segments mean greater flexibility and a larger gripping range, at the cost of some of the concentricity and stability of more rigid collets. Collets are most useful in repetitive work where clamping requirement does not vary significantly.
That said, collet chucks are not immune to runout, or the cumulative inaccuracy of a rotating tool. Runout is inherent within any system and cannot be compensated. Lower runout means even wear and a longer tool life, as well as a better finish.
Here’s more of what you need to know about runout in collet chucks:
Tool size does have an impact
The length-to-diameter ratio and mass are going to affect force as it spins. But it’s also important to note that two different sized tools cutting with the same amount of runout can result in very different outcomes. The larger the tool, the more resistant it is to runout.
The correct nut matters
A collet nut with ball bearings over a tradition solid nut also offers better control of your operation. As a solid nut is tightened, torque forces will twist the collet when adding the last few degrees of a wrench pull. A bearing nut, although more expensive, provides smooth clamping with low torsion force on the collet. This allows for enhanced gripping force, better runout control and less collet wear for longer collet life.

Don’t overlook pullstuds
Often viewed as cheap and replaceable, pullstuds shouldn’t be overlooked when it comes to runout. A pullstud screwed into a tool holder that does not align to the same centerline as the taper and/or retention system will impart lateral forces against the system. These studs should be made of strong metals and fit precise to resist deformation and locate accurately.
Understand gripping range
Collets are also generally better suited to very small tooling when compared to jaw-style chucks. When choosing a collet with the correct gripping range, it is important to remember that all collets collapse onto the chosen tooling—they are not designed to expand. If a size is written on the collet itself, this is usually the maximum tooling diameter which can be accommodated.
How we design and machine our holders to reduce runout

To learn more about our wide offering of collet chucks and these highly effective collet features and others, click here.




Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.