Publish date
Ene 12, 2024

Think zero-point clamping workholding systems are only applicable to machining processes like milling? Think again. Because these systems can solve two of a shop’s toughest problems – repeatability of location from one fixture or workpiece blank to another, and quick transfer of work from one work area of the floor to another – the savings in setup time plus increased accuracy adds up quickly in a variety of operations.
Most shops think of zero-point clamping workholding systems as only applicable to machining processes like milling. Although zero-point does work extremely well there, we’re seeing more and more users get creative and uncover efficiencies with the help of our Unilock system across a variety of different manufacturing processes. In a world where a small efficiency advantage multiplied over thousands of cycles can have dramatic impacts on the bottom line, it’s important to seek out these kinds of creative approaches that reduce process setup and changeover time without sacrificing accuracy and repeatability. Before discussing a few examples, it’s important to understand how Unilock works.
This system uses air pressure and die springs to drive clamping pins against a tapered clamping knob that is attached to a fixture plate, directly to the workpiece or any item for easy palletization of single or multi-chuck applications. While zero-point specifically references location, clamping is geared towards holding the workpiece and preventing it from moving. With Unilock, this is done simultaneously because there is a retention knob that provides both location and downward rotation force. Here are a few unconventional ways manufacturers are cashing in on these assets:
GRINDING
Grinding requires great care because it is typically among the last processes – if a part is lost in the grinding stage, all previous work goes to waste. With Unilock, the part can stay with its fixture, go from the milling machine to turning to grinding, and doesn’t need to have different fixtures. If you have a part that needs to go from the machine to other operations, having that universal fixture underneath means that you can move it through different processes and maintain a location that is always going to be the same. The alternative would be to move the part from one machine to another, re-measure and properly set it, taking up a lot of time and risking inaccuracy.
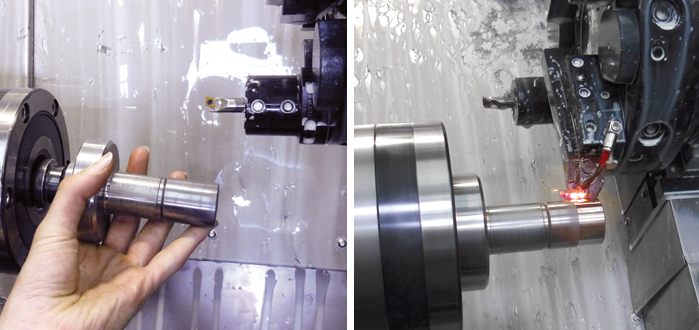
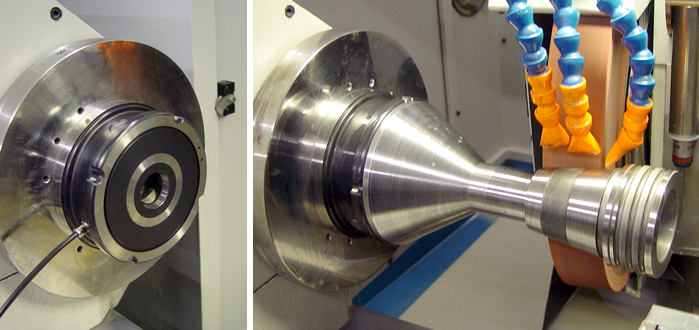 TURNING
TURNING
Many times in the turning process, you start off with a slug of material and change over to a subsequent operation for more precise finishing. This increases the chances of the piece not having the same center line since it’s being manually moved around. But, if you develop a fixture that allows you to move the part from one operation to the other on the same workholding, or replace the fixture with a zero-point system to hold onto the second operation, it allows you to have that flexibility where it’s needed. This is mostly true for machines without subspindles.
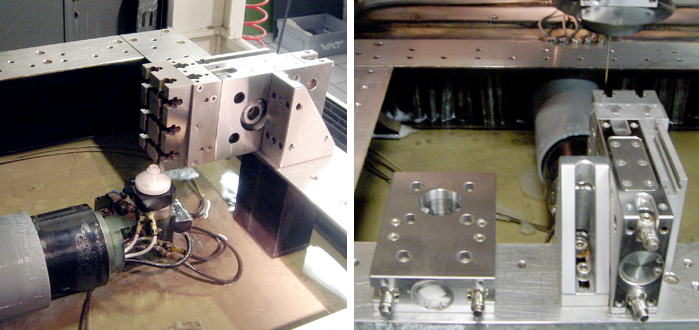
WELDING
When it comes to welding, parts of a weldment fixture mounted onto a frame move from one weldment station to the other when they are from the same model and family group. If you have five different frame samples that are not from the same model, then you must swap the jig out so that it continues holding the piece in place. In manual welding operations, changeover is expected to be long. However, in robotic welding systems where the robots are swapping jigs in and out at a consistent rate, Unilock can come in handy because it makes that part of the process as quick and accurate as possible.
 EDM
EDM
We’re even seeing this system being used with EDM machines. One advantage is that it provides multiple clampings of the workpiece, allowing the wire or electrode to work through various orientations of the part. For example, our EDM100/150 chuck has two tapers, one on the top and one on the bottom, allowing you to quickly and easily take the part from one face of the chuck to the other and provide access to both ends of the workpiece if needed. The other advantage is that since Unilock uses a standardized fixture system, it holds on to basically any shape or part that you need, even in cases with custom parts or fixtures.
 INSPECTION
INSPECTION
Another process that needs to happen in the lifecycle of a part is inspection. Depending on what the part is, you may need to inspect every single one and that’s extremely time-consuming, largely due to the time it takes to load and unload a part into a CMM. Since CMMs don’t usually have traditional fixturing systems like T-slots, sometimes you need to make a dedicated gauge fixture for the part to be held in place for measuring. Some users have taken the Unilock system and incorporated it into their CMM so that they can easily measure the workpiece and quickly take it back to the machine if additional rework is needed. In some cases, the system can be adapted for in-machine measurement via an adaptor for the FaroArm measurement arm.
 ASSEMBLY
ASSEMBLY
We haven’t seen as many real-world examples of this application, but there is certainly potential. In some cases, shops may have assembly fixtures and jigs that they use to help them in the assembly process. When those jigs are extra-complicated to put together, systems like Unilock can be of value. For instance, if the workpiece is large and you need to hold it down to continue working on it while it’s being assembled, why not hold onto it with the same fixture jig so that it’s reliably stable and doesn’t move around? Having it held in a still and known location can speed the entire process.
Zero-point systems provide the best solution to two of manufacturing’s toughest problems: repeatability of location from one fixture or workpiece blank to another, and quick transfer of work from one work area of the floor to another. The savings in setup time alone, not to mention the increased accuracy, adds up quickly.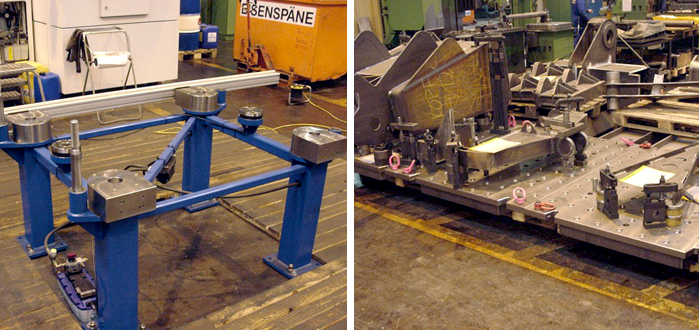
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
LOOKING FOR ZERO POINT FOR BROTHER M140 MILL TURN THAT CAN HANDLE 2000RPM

Hi Paul,
We'll have a Product Specialist contact you about your inquiry. Thanks!
PAUL BOYER
Lun, 27/12/2021 - 14:11