Publish date
Ene 22, 2024

When tasked with developing a faster way to machine wire EDM starter holes, our Swiss partner, Sphinx, went right to the source: their mold making customers. They thought, “What better testing ground than in the shops where the processes are performed in creative ways every day?”
The result is a new micro deep-hole drill that can create starting holes five times faster, by replacing the demanding and time consuming process of plunge EDM…’drilling instead of eroding’ as we like to say. The time savings really add up when this method is applied to a single plate that requires many holes and can be prepared on a standard machining center without needing to exchange tools.

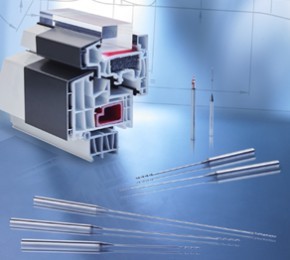
Do not try this method with just any other extended drill. The Sphinx micro deep-hole drill has a flute- and cutting-edge geometry adapted to this difficult application. Taking in to consideration wear and tear, the drill is constructed of the appropriate high-quality carbide and optimum abrasion-resistant coating for drilling starting holes in high-strength alloyed tool steels.
With this drill, holes with a length/diameter ratio of up to 80xØ are possible in the range of Ø.25mm-1.50mm, in steps of .1mm for hole depths up to 20/40/60/80xØ. A centering/pilot hole of 2xØ is recommended to begin the process, with the deep-hole drill following with a peck-cycle until the hole is completed.
For pictures of the product as well as diagrams and example applications of these micro deep-hole drills, click here.



¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.