Publish date
Ene 22, 2024

Los catálogos de herramientas pueden ser abrumadores y el desbaste de 5 ejes puede ser laborioso. Esperemos poder ayudar con ambos a continuación. Exploraremos algunas combinaciones de herramientas que ahorran mucho tiempo al cortar y a la puesta a punto. El portaherramienta correcto combinado con el cortador correcto pueden abrir todo tipo de posibilidades cuando se trata de desbaste de 5 ejes.
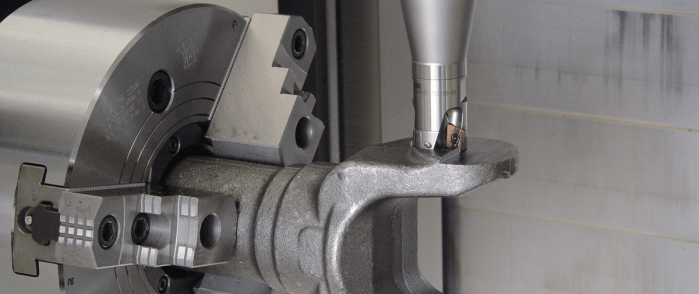
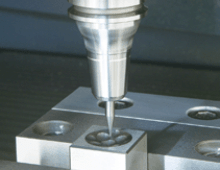
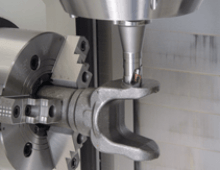
The Contact Grip es una herramienta de corte modular con rosca. Su diseño es único, de cuerpo cónico es ideal para trabajos de 5 ejes, ya que su cuerpo esbelto tiene más soporte cerca de la brida para resistir las presiones variables involucradas por los movimientos complejos de 5 ejes. El “Contact Grip” se puede utilizar como una extensión más estable que soporta las cargas radiales involucradas con el fresado. También abre la posibilidad de utilizar de forma más eficaz adaptadores para diferentes tipos de operaciones, como: diferentes tipos de fresado, biselado (en ángulo y con radio) y para acabados con punta esférica.
Por ejemplo, si está utilizando un zanco recto con un cortador de insertos de radio para maquinar cavidades, es probable que tenga riesgo de mucha vibración. El diseño robusto cónico del “Contact Grip” le permite ser más agresivo en movimientos, como girar en espiral para obtener cortes más limpios y rápidos dentro de piezas complejas
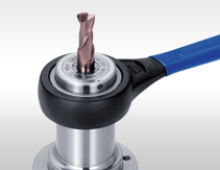
Siempre que se trate de una herramienta de corte montada en un portaboquillas, térmico o un hidráulico, la altura de la herramienta cambiará cuando se reemplace. Mantener la altura puede ser un problema porque se necesita tener un tope final dentro del portaherramientas o debe modelar todo el proceso para asegurarse de que no haya colisiones o problemas de interferencia. Con el estilo de rosca del Contact Grip, la longitud se mantendrá dentro de una tolerancia muy cercana de las líneas de referencia de modelaje, para cada cambio.
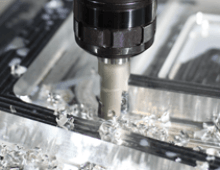
A menudo, con un cortador de carburo sólido, podrás ver una herramienta de corte helicoidal que se usa en la dirección Z para bajar a una profundidad específica, y luego se mueve en X & Y para hacer una cavidad. Con el “Fullcut Ramping Mill” (FCR) o cortador de insertos para rampeado, puede moverse simultáneamente en los ejes X, Y y Z para descender y rodear la pieza de trabajo, en lugar de tener una serie completa de pasos que luego son seguidos por movimientos X & Y. Un fresado en rampa con un portaherramienta como el “Contact Grip” es capaz de entrar en los espacios de una pieza a la que no podría acceder con solo hacer movimientos en X & Y.

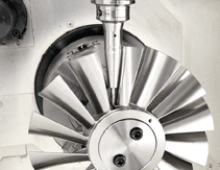
El maquinado completo en 5 ejes comienza con un desbaste o perforación de “tres más dos”, que puede desperdiciar mucho tiempo valioso del husillo de 5 ejes. El uso de brocas de gran diámetro es común en el maquinado tradicional de 3 y 4 ejes en máquinas y piezas grandes, pero cada vez más, máquinas más pequeñas están equipadas con husillos BIG-PLUS con mayor potencia. Esto crea la oportunidad de utilizar herramientas más grandes para incrementar las cantidades de remoción de material. El uso de un cono y un husillo BIG-PLUS permite un proceso muy sencillo que elimina la misma cantidad de material que el fresado, pero en menor tiempo. Al utilizar nuestras brocas porta insertos de la serie 336, puede tomar unos segundos crear un barreno de 2” (51mm), mientras que la interpolación circular con un cortador sólido puede llevar unos minutos.
Existe otra combinación de herramientas que puede resolver el problema del barrenado. La barra antivibratoria Smart Damper se utiliza a menudo para garantizar acabados y tolerancia, pero cuando se combina con un cabezal de boreado, de doble inserto (desbaste), permite grandes profundidades de corte. El amortiguamiento del Smart Damper junto con el poderoso movimiento de “plunge (corte por penetración)” ahorra un tiempo enorme en comparación con procesos comunes como la interpolación helicoidal.
Ser creativo en la forma de mezclar y combinar las herramientas, especialmente cuando se trata de desbaste de 5 ejes, puede generar grandes ganancias. Si requieres una prueba o asesoría de nuestros expertos por favor contáctanos.




¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.