Publish date
Ene 22, 2024

Hemos visto y escuchado de todo cuando se trata del boreado de barrenos, son de las aplicaciones más complejas que pueda imaginarse. Dicho esto, siempre habrá algunas dudas que surgen una y otra vez. Desde la optimización de ensambles modulares de boreado hasta la decisión entre boreado de desbaste con doble inserto o fresado de alto avance, los siguientes son algunos de los mejores consejos de BIG KAISER sobre el boreado.
¿Cuáles son las grandes diferencias entre el boreado de desbaste de doble inserto y los cortadores de fresado de alto avance?
En términos generales, el tiempo ciclo es aproximadamente cuatro veces más rápido con un boreado de desbaste de doble inserto que con un cortador solido de desbaste; cuanto más profundo es el barreno, más optimo es el boreado de desbaste en comparación con el fresado. Con un cortador sólido, debe interpolar a lo largo de toda la circunferencia del barreno, a diferencia del boreado de desbaste el cual recorrerá un camino más corto a lo largo del eje del barreno.
El desgaste de la máquina también es un factor. Para interpolar, el husillo debe moverse en un movimiento circular, por lo que hay una presión radial continua sobre el husillo. Con una herramienta de boreado de desbaste, estás avanzando estrictamente en una sola dirección, así que toda la fuerza generada sobre el husillo es axial.
¿Cuál es la diferencia entre el corte escalonado vs el corte balanceado con un cabezal de boreado de doble inserto?
El corte balanceado es solo eso: ambos insertos están ajustados a la misma altura y diámetro de corte. Es la configuración más utilizada (90%), porque es más fácil de ajustar, más estable y permite velocidades de avance más altas ya que utiliza dos filos de corte. También funciona mejor para barrenos de fundición o barrenos preexistentes en piezas soldadas, que generalmente no son perfectamente redondos, rectos o tienen alguna desalineación (desplazamiento respecto al centro del barreno). Las fuerzas de corte simétricas en un cabezal de boreado de desbaste funcionaran mejor para corregir estos problemas.
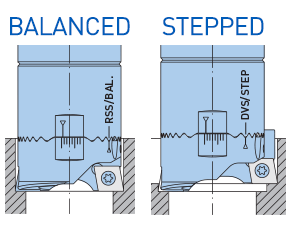
Cuando se realiza un corte escalonado, los insertos están desfasados tanto en altura como en diámetro. El inserto de mayor altura removerá aproximadamente la mitad del total del sobrematerial a cortar y es seguido por el segundo inserto, cortando al diámetro final deseado. Este método se utiliza generalmente para aplicaciones en las que el sobrematerial disponible es demasiado grande para el ancho de los insertos que se utilizan. Al escalonar los insertos de corte, es posible remover mayor cantidad de material con una sola pasada. Aunque esto significa que la herramienta se vuelve efectiva con un solo filo y las velocidades de avance deberán reducirse a la mitad, generalmente los tiempos ciclo mejorarán ya que no se necesita una segunda herramienta, lo que evita tiempo adicional de cambio de herramienta, reposicionamiento del husillo y los paros del husillo.
El corte escalonado también es bueno para materiales que producen viruta larga. Al dividir el corte general en dos cortes más pequeños, se reduce el ancho de la viruta, lo que facilita su ruptura y su evacuación del área de corte.
El tercer punto para el corte escalonado es el consumo de energía reducido. En máquinas más pequeñas, los cortes de desbaste agresivos pueden paralizar el husillo; el cambio a corte escalonado reduce la potencia necesaria para un corte requerido.
¿Que es mejor, Boreado o Rimado?
Hay tantas variables posibles en escenarios de rimado / boreado, incluidos rimas de un solo filo y de múltiples filos. Una vez seleccionados, ciertos tipos de herramientas de rimado pueden ofrecer una productividad con la que una herramienta de boreado de un solo filo simplemente no puede competir. Sin embargo, el proceso de ajuste es el que convierte la mayoría de las aplicaciones de rimado en aplicaciones de boreado. El tiempo que se ahorra en el corte se puede anular rápidamente con el tiempo que se invierte tratando de colocar una rima en un cono centrador complicado de ajustar o ajustando los filos de la rima. Además, las herramientas de rimado que se utilizan para semiacabar un barreno suelen ser igualmente críticas, por lo que una herramienta de boreado muchas veces se convierte en lo más ideal cuando otros métodos no pueden producir un barreno aceptable. Los costos perecederos asociados con las rimas también deben considerarse en comparación con los insertos intercambiables en una herramienta de boreado.
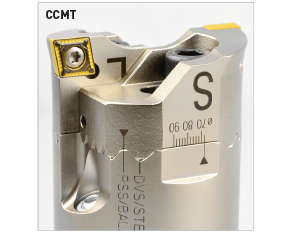
¿Cómo elijo insertos adecuados para usar con mi cabezal de boreado de la serie SW 319?
Las páginas 408 y 409 del catálogo “High Performance Tooling Solutions” de BIG KAISER muestran recomendaciones de todos los tipos disponibles de insertos, según el material de la pieza de trabajo, el tipo y tamaño del portainserto, así como las opciones de radio del inserto. Además, la gama completa de opciones de insertos para cabezales de boreado de desbaste comienza en la página 517 y muestra alternativas de primera y segunda opción para materiales y condiciones de corte específicos.
Otra opción es la aplicación “BIG KAISER”, la cual es una herramienta gratuita disponible para dispositivos Android e IOS. El apartado “datos de corte” presenta una calculadora de maquinado que proporciona velocidades de corte, avances y recomendaciones de insertos según los parámetros de aplicación proporcionados por el usuario.
También tenga en cuenta que BIG KAISER ofrece accesorios para los cabezales SW 319 para proporcionar más versatilidad a estas herramientas. Hay portainsertos que están hechos específicamente para biselado, boreado en retroceso y ranurado frontal.
¿Cuándo debo usar una extensión y cuántas puedo usar?
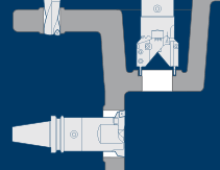
En cualquier ensamble, el número de componentes debe limitarse a cuatro (ideal) o cinco (máximo) caras de contacto, sin incluir los portainsertos en el cabezal de boreado. Dado que generalmente hay opciones de dos a tres longitudes de cada componente y tamaños de conexión al cono, la mayoría de las aplicaciones solo requieren de dos a tres componentes diferentes (cono, extensión / reducción, cabezal de boreado). Cuando los usuarios necesitan mayor alcance, independientemente de la profundidad de corte, la mejor opción es usar la conexión CKB más grande cercana al husillo de la maquina (sobre todo en aplicaciones horizontales) y reducciones para minimizar la relación entre la longitud y el diámetro del ensamble o voladizo (L:D). Cuando los requisitos de profundidad del barreno superan lo que permiten los adaptadores de cono estándar, se pueden usar extensiones.
Nuestro equipo y nuestra experiencia pueden ayudarlo a enfrentar cualquier desafío en sus maquinados. Revise la gama completa de equipos de boreado de BIG KAISER o comparta sus propias preguntas con nuestros expertos aquí.



¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.