Publish date
Ene 22, 2024


La creciente necesidad de producción de piezas y componentes en miniatura en aplicaciones médicas y dentales, así como las industrias de fabricación de moldes, fibra óptica, automotriz y otras, nos ha llevado más allá de los procesos láser y/o electroerosión los cuales son más lentos. Este tipo de herramientas y piezas tan pequeñas son difíciles de implementar por su diseño, y a nivel de producción lograr una calidad constante y precisión es aún más difícil. Si está buscando formas de mejorar su productividad con herramientas de micromaquinado, necesita saber lo siguiente.
1. Conozca el Ángulo de Entrada.
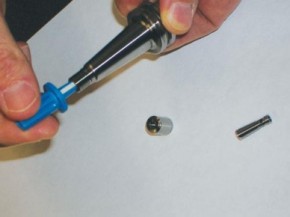
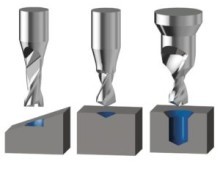
Un ejemplo de microbarrenado (ver imagen), la pieza médica mostrada contiene 400 barrenos.
Si al inicio del barreno hay una superficie inclinada a menos de 10 grados, una entrada cuidadosa puede hacer el trabajo. Pero si el ángulo es más pronunciado, probablemente necesitará ayudar a la broca para evitar que se descentre a su entrada en la superficie. Previo a realizar el barreno debe fresar un pequeño plano, para dejar una superficie perpendicular y luego utilizar la broca de centros seguida de la broca final.
2. El Calor Afecta de una Manera Diferente a las Microherramientas.
Dado que las virutas que generan las microherramientas son más pequeñas, se les transfiere menos calor, lo que se traduce en un menor desplazamiento de la herramienta y el corte. Además de una neblina de aceite/aire para ayudar a acelerar el enfriamiento y la extracción de virutas, considere usar una máquina con corrección anticipada en el control para picotear en el barreno sin salir completamente del barreno (hasta la zona de seguridad del barreno guía), especialmente en barrenos profundos.
3. Utilice la Maquina Adecuada.
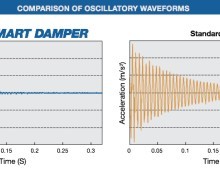
El Run-out y la vibración son temas de alto impacto cuando se trata de micromaquinado. Tanto es así, que existen máquinas que minimizan el Run-out y la vibración, ya que están diseñadas específicamente para realizar estos microcortes. Independientemente de la cantidad de micromaquinado que realice, se recomienda encarecidamente la máquina adecuada, con corrección anticipante en el control y run-out muy por debajo de 0.0001” (2.5µm) de T.I.R. Esto no significa que necesite una máquina de 30,000RPM o más, que es lo más recomendable. Siempre que se controle el run-out y la vibración, se pueden hacer barrenos muy pequeños alrededor de 10,000RPM.
Las boquillas de BIG Daishowa de alta precisión, son fabricadas según los estándares de clase AA, proporcionando un T.I.R. estable y a su vez permitiendo cambios fáciles de herramientas. La limpieza de las boquillas durante los cambios de herramienta ayudara a mantener su repetibilidad.
4. Personal Adecuado.
Con operadores experimentados en micromaquinado, es increíble cómo pueden sentir cuando una microherramienta no está funcionando. Si bien no hay sustituto para la experiencia, las habilidades se pueden aprender. Tendría que comprometerse a capacitar a sus operadores en su empresa a menudo, la experiencia de trabajar con herramientas de tamaño estándar es totalmente diferente cuando se habla de micras y/o 80xD.
5. Confíe en su Proveedor de Herramientas.
Hablamos de la asombrosa variedad disponible en la línea de microherramientas de SPHINX. Hay una buena razón para ello. Simplemente no existe una solución genérica para barrenar una pieza de trabajo. Por lo tanto, hacer coincidir factores como el material, el espesor del margen del filo y el número de filos con la pieza específica es fundamental para el éxito. La discrepancia más leve en cualquiera de estas áreas puede generar un bajo desempeño o una falla en el resultado final. Recomendamos apoyarse en el fabricante de herramientas al decidir qué herramienta comprar. Hemos hecho todas las pruebas, por lo que hemos visto qué funcionó y qué no con otros clientes y sabemos qué tipo de trabajo teníamos en mente con el diseño de cada producto. Además, en esas situaciones realmente complicadas, podemos proporcionar una broca personalizada para su trabajo.
Aquí encontrará nuestra oferta completa de brocas, nuestra guía práctica de selección de brocas y consejos útiles para manejar estas maravillas de la ingeniería en miniatura.
Para obtener más información sobre estas y otras soluciones para la industria, contáctenos o consulte nuestro último catálogo "High Performance Tooling Solutions".




¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.