Publish date
Ene 22, 2024

Se les llama comúnmente barras o tubos auxiliares para incrementar palanca en el apriete de portaherramientas, especialmente cuando se habla de apriete de portaboquillas. Vemos comúnmente con clientes el uso de tubos que se le colocan como extensiones a los mangos de las llaves con la intención de incrementar el torque. Mientras que estas llaves improvisadas o modificadas aprietan o aflojan más fácilmente la herramienta, siempre se pasa por alto el grave daño que las mismas generan.
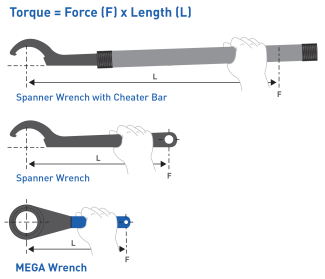
Considerando lo cansado y frustrante que puede resultar apretar con llaves baratas, es comprensible el que sea tan atractivo utilizar un tubo para el apriete. Por ejemplo, si se recomendara apretar un portaherramienta de fresado con 50lb-ft (68N-m) de torque, necesitaría aplicar 50lbs (23Kg) usando una llave de 1ft (305mm); si la llave tuviera sólo 6” (152mm) de largo, necesitaría aplicar una fuerza mayor, en este caso de 100lb (45Kg); pero más atractivo sería el caso de que tuviera una llave de 2ft (610mm) de largo (como al usar un tubo), solo necesitaría 25lb (11Kg) de fuerza.
El problema es que, aplicando el tubo, la fuerza de torque se amplifica tanto y de manera tan inexacta, que las tuercas de la boquilla a menudo se aprietan demasiado una y otra vez. Esto puede resultar costoso viéndolo de diferentes formas. Es un error común pensar que cuanto más apretado es mejor; los límites de torque del portaherramientas existen por una buena razón. Si se aprieta más del límite sugerido, generará esfuerzos internos en la herramienta y el portaboquillas, lo que reducirá la vida útil de la herramienta. En algunos casos, el apriete excesivo también provoca incremento de run-out.
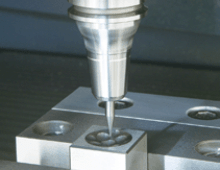
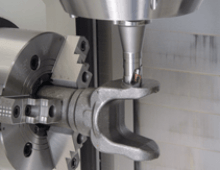
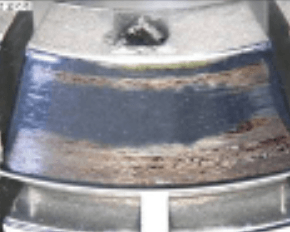 Una forma de reducir esfuerzos mecánicos, costo y la dependencia de usar tubo para apretar los portaboquillas, implica el diseño de la propia tuerca. A medida que se aprieta una tuerca sólida, las fuerzas de torsión se deslizan a lo largo de la parte superior de la boquilla, girando y desgastando la boquilla en la conicidad de acople entre la boquilla y la tuerca (como se muestra en la imagen). En las tuercas embaladas, por otro lado, la boquilla puede girar libremente sin que la tuerca gire, lo que reduce el desgaste causado por la fricción.
Una forma de reducir esfuerzos mecánicos, costo y la dependencia de usar tubo para apretar los portaboquillas, implica el diseño de la propia tuerca. A medida que se aprieta una tuerca sólida, las fuerzas de torsión se deslizan a lo largo de la parte superior de la boquilla, girando y desgastando la boquilla en la conicidad de acople entre la boquilla y la tuerca (como se muestra en la imagen). En las tuercas embaladas, por otro lado, la boquilla puede girar libremente sin que la tuerca gire, lo que reduce el desgaste causado por la fricción.
La boquilla mostrada arriba tiene muchas marcas de sobre torque. Esto no garantiza que el apriete de la herramienta sea el apropiado. Las boquillas MEGA de BIG KAISER se verán como nuevas a pesar de tener cientos de aprietes.
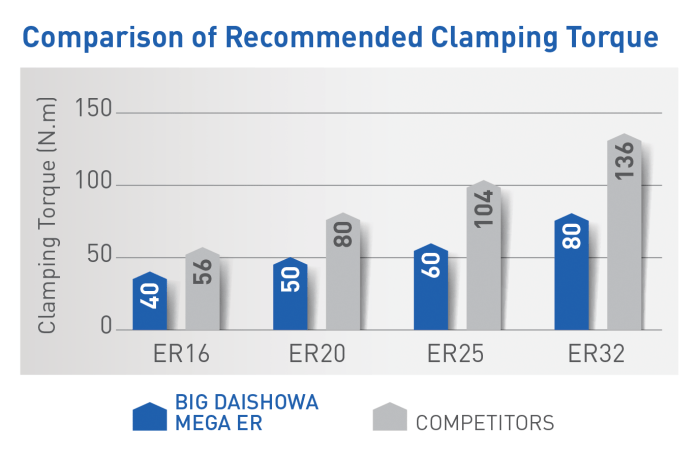
Para enseñar cuán diferente puede ser el apriete entre los diferentes tipos de tuercas, nosotros realizamos la comparación de los torques recomendados de nuestro sistema embalado en un Holder de Fresado, MEGA ER Grip, contra la competencia que usa tuercas por fricción. Al final encontramos que el sistema embalado del MEGA ER requiere entre 30% y 40% menos de torque de apriete, sin mermar la fuerza de sujeción.
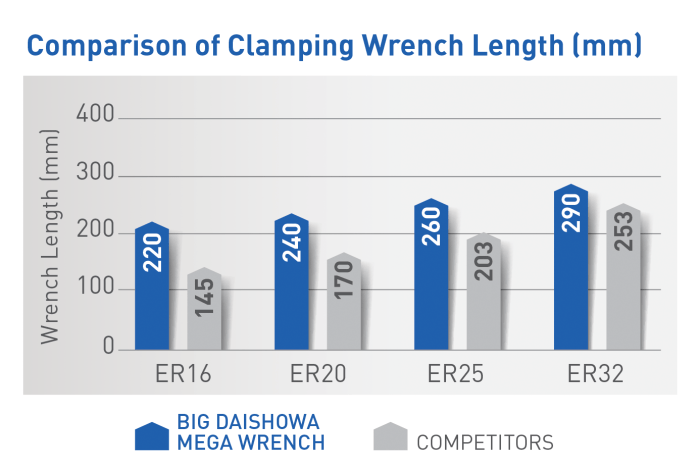
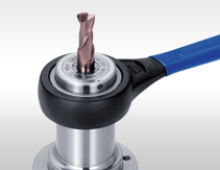
Otra forma de evitar un desgaste prematuro de los portaherramientas con un apriete excesivo es con la propia herramienta. Hemos mencionado por qué el uso del tubo no es una buena idea y cómo la tuerca correcta puede facilitar el apriete, pero hay llaves diseñadas específicamente para apretar los portaboquillas de forma segura y precisa. Como describimos en el ejemplo anterior, una llave más larga facilita las cosas. Nuestra llave MEGA, por ejemplo, es un 15% a 35% más larga que los modelos de la competencia y tiene un mango ergonómico forrado con goma, para facilitar el trabajo de los operadores del cuarto de herramientas.
Cuando se combinan el diseño correcto de la tuerca y la llave de apriete, las cosas son mucho más fáciles. El diseño de la tuerca permite también apriete de 360 grados. El uso del tubo podría hacer la vida más fácil, pero los beneficios son prácticamente inexistentes o nulos. El portaherramientas correcto y/o la llave de apriete correcta, pueden compensar a largo plazo inversiones elevadas en portaherramientas.
El uso de llaves con control de torque es nuestra primera opción y las ofrecemos para todos nuestros portaboquillas. Obtenga más información sobre nuestros portaboquillas de la serie MEGA aquí y nuestras llaves MEGA aquí.




¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.