Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
The precision and ruggedness of BIG KAISER modular boring tools deliver measurable performance advantages by reducing costs and cycle times, all while allowing the flexibility and versatility to upgrade boring tools to meet today’s demanding requirements.
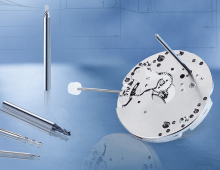
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Chamfering the entry and exit of 0.80mm to 6.00mm holes can be a tedious, time-consuming process. The Noventa from Sphinx can transform this process using an innovative geometry that improves cycle time, tool life and surface quality.
Milling is a core operation in all kinds of manufacturing environments. Here are five different types of milling holders, each with their own strengths and weaknesses. We’re here to help you choose with a breakdown and tips for using each.
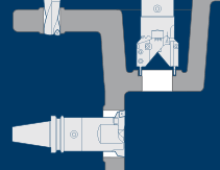
Keeping pace with modern manufacturing demands often means bridging the gap between design and production. Creative and resourceful applications of tooling and accessories, such as angle heads, can get complex parts out the door.
Titanium, Inconel, stainless steel and other similar materials are becoming increasingly popular for their combination of temperature resistance and strength – but this also happens to make them among the most difficult metals to machine.
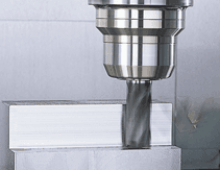
BIG KAISER has launched the HMCJ, a super-slim milling chuck with peripheral coolant supply, designed to support heavy-duty and finish end milling tasks with power and precision using Ø1/2” or Ø12mm cutters.