Publish date
Aug 20, 2021


As the title implies adjusting screws, also known as back-up screws, stop screws and preset screws, are not just a simple set screw. They are a screw with a purpose--three actually. The first is to provide a fixed stop for a cutting tool to rest against during tool changes. This allows an operator to save time as they do not have to pull out a ruler, setting jig, etc. to reassemble the cutter into a holder. A secondary purpose of the adjusting screw is to assist the tool holder in keeping the cutter from being pushed up into the holder if the cutting loads increase to the point where the tool may slip up into the holder. The third is to offer sealing for coolant-through tools.
1. Expected repeatability of cutting tool length
When an old cutter is swapped out and a new one put in its place, the repeatability of this process will vary based on a few parameters such as cleanliness and the OEM cutting tool overall length tolerances. Cleaning the clamping bore or collet of a holder provides better runout repeatability which should be old news to everyone, but if old coolant and contaminants are not removed, they would get jammed between the end face of the shank and the adjusting screw, affecting the length setting.
Cutting tool overall length tolerances may also vary from one OEM to another. We have seen them range from ±.3mm to ±.5mm (±.012” to ±.019”). Others may be tighter or looser. Most modern machining centers come with tool length offset measurement systems which will provide the final precise gage length of a tool assembly. With the rough position provided by the adjusting screw, the machine operator can continue working and does not need to worry about tool clearances and stick outs.
2. Forms of adjusting screws
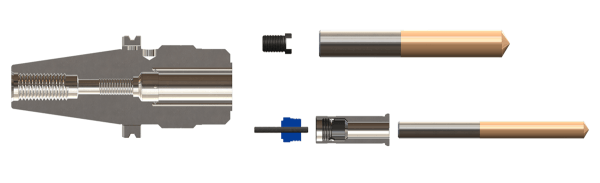
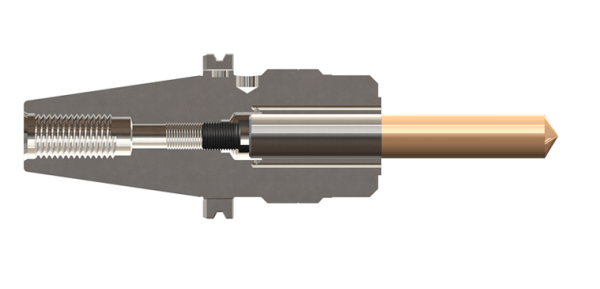
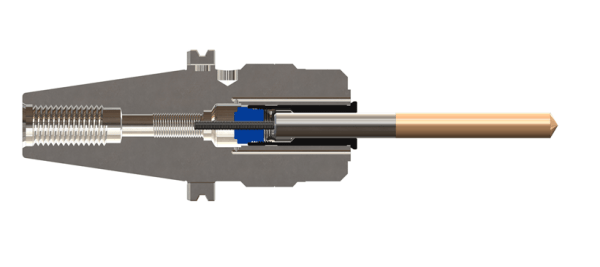
The clamping mechanism of the holder also affects the length repeatability. Both hydraulic chucks and milling chucks are radial clamping systems, whereas a tapered collet is drawn down into a taper by a threaded nut. This draw down causes the cutter to be drawn down as well. For this we have two types of adjusting screws: HMA/HDA solid type and NBA rubberized type. The solid type is a one-piece steel construction part, whereas the rubberized type has a rubber padded conical pocket that absorbs the axial travel of the cutter shank as the collet is clamped.
3. Option for adjustable reduction sleeves for MEGA DS/HMC
Milling chucks also have a second type of adjustment screw option that can be built into the back end of a reduction sleeve. As cutting tool diameters get smaller, the length of the shank also gets shorter. As such, the end face of the shank may not reach the HMA adjusting screw when installed it the body of the holder. The AC Type Collet adjuster screws into the back end of the reduction sleeve where the shank the tool can easily be reached.
4. Warning on holders that cannot support adjusting screws
It is always recommended to consult the tool holder catalog or technical documentation to ensure that a holder can support an adjusting screw. Some holders are very short or have very deep internal features that may not allow for the use of any adjusting screw. In those cases, a depth setting ring or collar on the shank of the cutting tool may be an acceptable alternative.
Caution should be used on shrink-fit holders. Thermal expansion/contraction occurs in all three axes, so as the body of a shrink-fit holder cools down it will draw the cutter down jamming onto the adjusting screw. This could lead to damage to the screw, the holder or the cutter.

By John Zaya
BIG DAISHOWA—Americas
Product Specialist
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.
I am shocked to see the 1st picture that shows using a adjustable hard stop on a collet type holder! I've spent the last 40 years telling people to remove the hard stops and throw them in the trash. Collet type holders draw down approx. .003/ .005 (or more) depending on the fit. Using the stops creates a bind, damaging the collet and giving one a false impression that it's tight... it's not. Usually comes loose and scraps the part and possibly crashing the machine. I'm very disappointed.

Tim, we agree with not using hard stops on collet chucks. That is why our NBA collet chuck backup screws include a rubberized surface to allow the collet and cutting tool to move as one during the final clamping. Our screws for radial clamping holders (hydraulic and milling chucks) are hard surfaces as the cutting tool doesn't move axially during clamping.
Tim Buckley
Wed, 09/01/2021 - 13:31