Publish date
Jan 22, 2024

One of the more popular ways to add to a shop’s versatility—and to its basket of potential customers—is through investment in a mill-turn machine. Mill-turn’s look great on a shop’s machine list, they’re not just a mill, not just a lathe, but both. There’s more flexibility to quote projects where one part has flats, an odd-angled hole or when the part needs to be held by unique fixturing.
Of course, the best shops never rest on their laurels. Instead of stopping at the addition of the mill-turn, they realize that the right approach to the part, in combination with the right tools and workholding, can make or break a job. Here are a few tool and part holding considerations for getting the most out of a mill-turn machine.
Slant bed lathes with live tooling are effective and popular. Slant bed lathes do, however, generally start with a fully round workpiece. Even though the finished part may only be partially round with flats, holes or other features, it starts off as a round bar that must be held by a traditional lathe chuck.
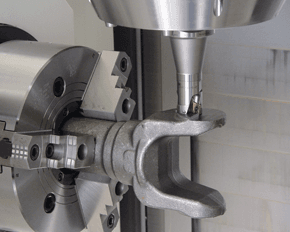
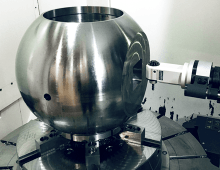
With a mill-turn machine, you could be starting with essentially anything. You can start off with a casting, raw material that’s not quite round or a part that's already been partially processed on a different machine.
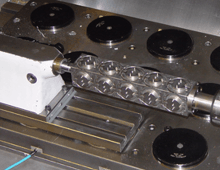
When a mill-turn has to handle round workpieces, as well as fixtures or prismatic parts, traditional lathe chucks become a hindrance. They're extremely rigid because they are direct interfaces to the machine spindle, but when you start dealing with fixturing, there generally aren’t direct lathe interfaces built into the underside of a fixture plate.
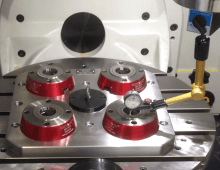
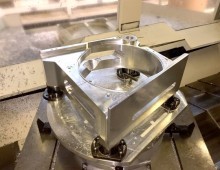
That's where a quick-change master base, or spindle interface, like our UNILOCK product becomes invaluable. This allows for switching between traditional lathe chucks, a fixture or even a part that has integrated clamping knobs on the underside when greater flexibility is needed to hold different types of parts.
We can design UNILOCK chucks on the base plate in an array that they can hold onto the specific diameters, regardless of the fixturing. Sometimes it requires a tighter pattern, a larger pattern, a smaller chuck or even a larger chuck depending on how many can fit in a circular array. We also design the base to match each machine's specific spindle nose in accordance with the ASME B5.9 standard.
The modular approach to workholding can also be a similar mindset that a machine owner can use when looking at tooling.
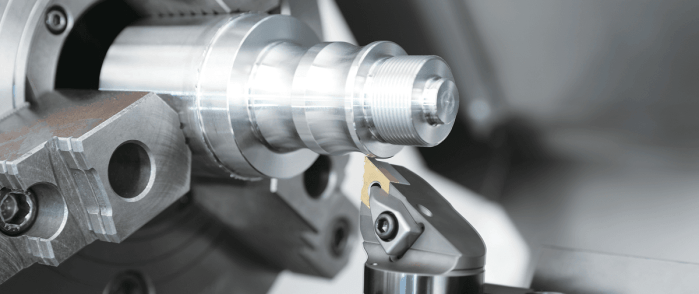
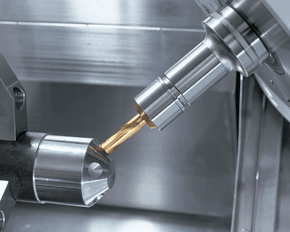
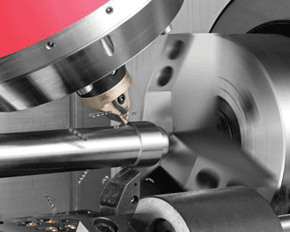
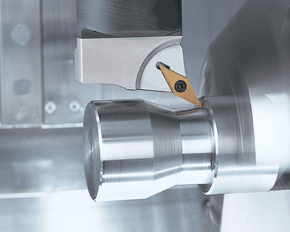
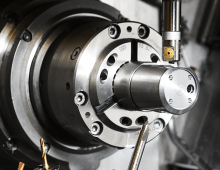
The 90-degree approach type tool holder is more of the traditional lathe tooling you would see on lathes 10 to 20 years ago, for general purpose turning processes. They required a lot of reach. As mill-turn machines entered the market, 45-degree holders were introduced and really pushed these machines to a new level. Tools can be shorter, for help with clearance issues, but they can also be more productive. Instead of trying to twist the spindle, tilting the B axis 45-degrees helps to minimize the cutting forces transmitted to the machine spindle. This force reduction increases the life of the machine spindle and insert.
It’s clear that modular tooling makes optimal tool lengths and the economical replacement of damaged holders caused by broken inserts much easier. That said, a glimpse into how holders are made reveals another major advantage.
In the past, most turning centers had an operator manually turn or load tools into the turret. Capto was a connection for that, with a single, quarter or half turn to remove the component or clamp it in place. Today, instead of the component being changed manually, there’s an automatic tool change (ATC) grabbing the tool and putting it in the spindle over and over with force and speed.
What does this all have to do with modular tooling? Building in smaller components allows us to case harden all tool holder bodies to 60 Rockwell. Tools that are built in one piece are softer, because you can't drill tap, and make the pockets for the insert. They wear out faster and they don't repeat as well over time. In the long run, investment in a hardened modular base will beat the replacement cost and disruption.
Whether you’re purchasing a new machine or looking to upgrade an existing one, explore all BIG KAISER’s traditional turning and multi-axis turning tools to learn all the different ways they unleash capital equipment.





Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.