Publish date
Jan 22, 2024

After years of close observation and collaboration with manufacturing companies of all sizes, BIG Daishowa engineers have learned how the choice of tool holders affects production costs on the shop floor. By choosing an inexpensive tool holder to cut corners at the point of sale, shop owners are left with a disproportionate waste in time and money during production, meaning higher costs in the long term.
The four critical requirements for tool holders are:
By using a tool holder with excellent performance in these four areas, such as the MEGA ER Grip, considerable cost reduction is achieved due to longer tool life and reduction of down-time due to tool changes. Also, improvements in machining quality, shorter production time, and longer machine tool life from less cutting vibration help to pad the bottom line.
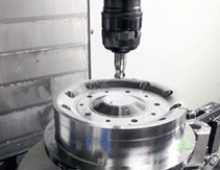
For example, here is an application for drilling into a steel workpiece .590˝ deep using a .118˝ diameter carbide drill. 2,300 holes are made with the drill when using a tool holder with .00008˝ runout accuracy. However, only 800 holes can be drilled with a tool holder that has .0006˝ runout accuracy.
| Runout Accuracy | .00008" | .0006" |
|---|---|---|
| Number of holes drilled | 350 holes/day | 350 holes/day |
| Number of working days | 20 days/month | 20 days/month |
| Tool life (holes) | 2,300 | 800 |
| Number of tool changes | 3.0 | 8.8 |
| Unit price of tools | $35.00 | $35.00 |
| Tool expenses | $105.00 | $308.00 |
| Time for replacing a tool | 10 minutes | 10 minutes |
| Machine charge | $80.00/hr | $80.00/hr |
| Expenses for replacing a tool | $40.00 | $117.33 |
| Total cost | $145.00 | $425.33 |
| Cost difference | $280.33 | |
Comparing these hole-making costs at a shop that drills 350 holes per day for 20 working days per month, it is possible to save about $280 each month in carbide costs for one application alone.
The most successful manufacturers in the world invest in premium tooling because it’s good for their bottom line. Can you afford not to use BIG KAISER tool holders from BIG Daishowa?




Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.