Publish date
Jan 22, 2024

In the latest edition of Metalworking Production & Purchasing (MP&P), BIG Kaiser Applications Manager and KAISER Product Manager, Matt Tegelman, contributed an in-depth article on properly tooling up deep hole boring jobs. He offered lots of actionable advice for combatting the deflection that physics mandates during the process of finishing holes at substantial depth.
Here’s just a taste…
On maintaining rigidity: “You are always going to get some kind of deflection. Sometimes it is measurable, sometimes it isn’t, but it really gets magnified when you have a tool that extends six- or eight-times diameter. What is crucial in any boring process is to establish as much rigidity as possible in the shank. The best way to ensure that in a standard application is to avoid having too many connections between the taper and the cutting head.…”
On bore depth vs. bore reach: “It is important to consider the nature of the bore you are working, and how much has to be cut from it. For instance, often a customer will say that he needs a two-inch diameter bore, and he needs the tool to be 10 inches long. But the next question to ask is, how deep is the two-inch bore? Do you need to bore the entire 10 inches, or do you need to reach out eight inches and just bore the last two. That changes the approach to the cut completely….”
On insert selection: “The ideal insert selection is going to be a ground insert that has a sharp cutting edge to cut more freely. This not only helps reduce the tool pressure, but ensures that the chips remain short and can be effectively evacuated from the bore – a critical requirement to maintain size and finish control in deep bores….”
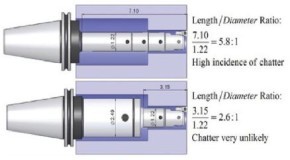
On damper systems: “For length-to-diameter rations between four- and eight -to-one in intermediate diameter ranges, special application tools are often required for finishing because it is difficult to control vibrations, or to get the balance between lightweight components and stability. BIG Kaiser has introduced the Smart Damper system for this type of finishing application….”
In the full article, available here, Matt goes in to much more detail on these topics and others, including extra-long length solutions, boring head management, and finishing and semi-finishing tooling.





Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.