CNC Workholding Solutions
UNILOCK Modular Workholding System
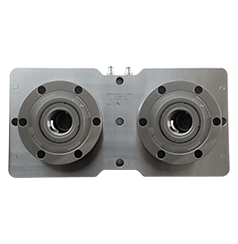
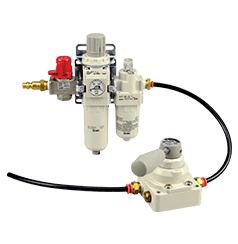
Our multi-axis workholding products are designed to provide flexibility and functionality for 5-axis machining and 5-sided machining via multiple-part transfers. We also offer solutions for machines with retrofit 4th/5th axis tables. BIG DAISHOWA can help you to maximize the benefits of your machine design through efficient workholding. These CNC workholding fixtures locate and stabilize the workpieces without obstructing access to the top and sides of the part. They also allow a clamped workpiece to be flipped into new orientations for subsequent machining operations without unclamping it from the workholding.
Have A Question?
Ask Our Tooling Experts!
We assist with product, account and procedure questions. We design tool set-ups, schedule service calls and help our customers receive the maximum efficiency from our tooling.